Ремонт коленчатых валов тяжелых мотоциклов
Ответы на вопросы, связанные с ремонтом коленвалов
Одним из самых сложных и дорогих узлов двухцилиндровых четырехтактных двигателей, которыми снабжены отечественные тяжелые мотоциклы, является коленчатый вал. Отдельные его детали поступают в продажу в качестве запасных частей» и поэтому многие владельцы этих машин интересуются вопросами, связанными с ремонтом вала.
Ответить на них редакция попросила инженера киевского мотоциклетного завода Ф. ШИПОТУ.
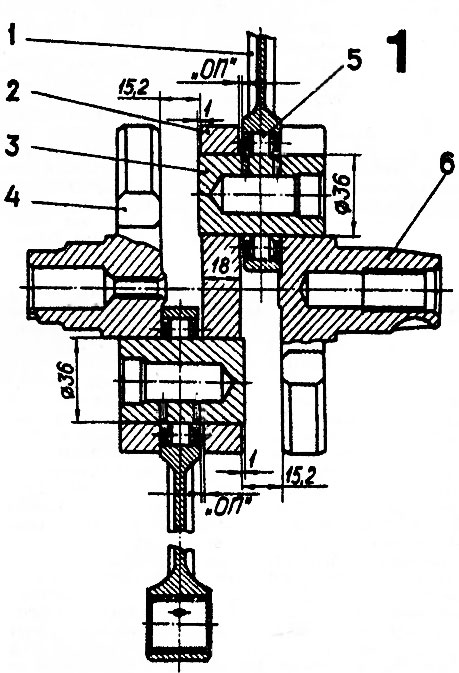
Рис. 1. Коленчатый вал двигатели К—750М: 1 — шатун; 2 — щека кривошипа; 3 — палец; 4 — передним цапфа; 5 — роликовый подшипник; 6 — задняя цапфа.
Коленчатые валы у моторов ирбитского и киевского заводов составные (рис. 1), кроме типа МТ мотоциклов «Днепр», где они изготовлены из цельной отливки. В процессе эксплуатации, как правило, первыми изнашиваются шатунные или коренные подшипники, из-за чего появляется люфт в нижней головке шатуна или нарушается посадка коленчатого вала в картере. Это вызывает стуки в нижней части двигателя. Чтобы определить зазоры в соединениях, снимают цилиндры и, взявшись рукой за шатун, пробуют перемещать его строго перпендикулярно оси вала. Бели движение детали ощущается с трудом, значит состояние подшипника удовлетворительное, а если шатун обнаруживает видимое перемещение, да еще сопровождаемое стуками, надо менять или ремонтировать вал.
Для определения люфта коренных подшипников пробуют перемещать вал шатунами, прилагая к ним значительно больше усилия, потому что сдвинуть тяжелый вал нелегко. Замена шатунных подшипников в отличие от коренных связана с разборкой вала. Перед разборкой (распрессовкой) вала на среднюю щеку н цапфы наносят при помощи линейки и чертилки риски, чтобы, совмещая их, облегчить последующую сборку.
Разбирают вал при помощи пресса или приспособления, как показано на рис. 2. Детали тщательно осматривают. Если на рабочих поверхностях роликов, кривошипного пальца и нижней головки шатуна есть углубления или заметна граненость — детали заменяют.
Рис. 2. Разборка вала: а - при помощи првсса; б — при помощи приспособления.
Усилия при распрессовке могут достигать значительных величии, поэтому во избежание травм работу надо выполнять осторожно.
Перед сборкой шатуны, кривошипные пальцы и ролики подбирают согласно приводимой здесь таблице — это обеспечивает необходимый характер соединений.
Шатуны замаркированы краской на нижней части стержня, пальцы — на стенке отверстия. Ролики, рассортированные по группам, уложены в отдельные пачки (ящики). Подшипник, собранный на заводе с сепаратором, имеет номер 822907.
У правильно скомплектованных и собранных шатунных подшипников при всех сочетаниях деталей, указанных в таблице, зазор должен быть в пределах 0,01—0,024 мм. При подборе новых шатунов и пальцев надо выполнить еще одно условие — они должны иметь одинаковую массу в правой и левом цилиндрах.
Собирать коленчатый вал рекомендуется в следующем порядке.
Нагреть среднюю щеку кривошипа до температуры 360—400° С и запрессовать в нее пальцы «глухими» концами.
Надеть на палец подобранный шатун с сепаратором и роликами и несколько раз повернуть его. При нормальном зазоре шатун должен поворачиваться легко, без заеданий. Если он поворачивается с трудом, подшипник надо перекомплектовать.
Ориентируясь по рискам, нанесенным при разборке кривошипа, поочередно напрессовать на свободные концы пальцев переднюю и заднюю цапфы, обеспечивая при этом осевое перемещение («ОП») шатуна между щеками в пределах 0,045—0,140 мм у киевских двигателей и 0,05—0,34 мм у ирбитских (см. рис. 1).
Установить коленчатый вал в специальные центры или центры токарного станка н посредством индикатора определить взаимное биение коренных шеек в соответствии с тем, как показано на рис. 3. Оно не должно превышать. 0,03 мм. Если это условие не выдержано, необходима правка коленчатого вала. Это делают легкими ударами медного молотка по соответствующим сторонам цапф. "Стрелки обоих индикаторов должны показывать отклонения в одинаковом направлении, то есть плюсовые или минусовые.
Рис. 3. Центрирование цапф: а, б, в — варианты несоосности.
Править вал в центрах при помощи молотка не допускается. Для правки вала зажимают в тисках одну щеку.
Если стрелки индикаторов показывают одинаковое, минусовое отклонение (см. рис. 3, а), превышающее допустимую величину» вал надо править, ударяя медным молотком в направлении, показанном стрелками. При плюсовом отклонении необходимо раздвигать цапфы (рис. 3, б). Если стрелки индикаторов показывают разные величины (рис. 3, в), следует определить наиболее высокую точку на коренной шейке коленчатого вала (в данном случае на левой) и, зажав среднюю щеку в тиски, несильно ударить по левой цапфе.
Далее проверяют разворот кривошипа, также в центрах. Для этого шатуны складывают треугольником и в их верхние головки вставляют поршневой палец, соответствующий цветовому индексу отверстий. Замеры проводят при двух положениях кривошипа, как показано на рис. 4. Разница показаний индикатора не должна превышать 0,6 мм.
В случае, если стрелка индикатора при одном из положений коленчатого вала показывает отклонение, превышающее допустимую величину (0,5 мм), следует ударять по противовесам обеих цапф с противоположной стороны (на рис. 4, б показан пример с плюсовым отклонением). После правки вновь проверяют биение коренных шеек.
Рис. 4. Проверка соосности отверстий шатунов и параллельности их оси цапф: а и б — положения вала.
Может случиться, что не удалось поршневым пальцем соединить верхние головки шатуна. Это значит, что либо его ось непараллельна оси цапфы, либо непараллельны или развернуты (скрещены) оси отверстий в верхней и нижней головках шатуна. В этом случае надо разобрать вал, снять шатун и заменить его новым. Править шатун можно только в приспособлениях, которыми располагают специальные мастерские. После проверки кривошипа на «треугольник» (см. рис. 4) надо вновь проверить биение коренных шеек я при необходимости сделать правку.
| Цветовая маркировка и диаметр головки шатуна, мм | Цветовая маркировка и диаметр пальца, мм | |||
| красный 36,000—35,996 (36,020—36, 016) | белый 35,996—35,992 (36,016—36,012) | зеленый 35,992—35,988 (36,012—36,008) | черный 35,988—35,984 (36,008—36.004) | |
| номер группы и диаметр ролика, мм | ||||
Красный 50,012—50,009 | 4 6,996—6,998 | 3 6,998—7,000 | 2 7.000—7.002 | 1 7.002—7.004 |
Белый 50,009—50,006 | 4 6,996—6,998 | 3 6.998—7,000 | 2 7.000—7,002 | 1 7,002-7,004 |
Зеленый 50.006—50,003 | 5 6.994—6,996 | 4 6.996—6,998 | 3 6.998—7.000 | 2 7.000—7.003 |
Черный 50,003—50,000 | 6 6,992—6,994 | 5 6,994—6,996 | 4 6.996—6,998 | 3 6.998—7.000 |
В скобках — размеры для ирбитских двигателей.
1982N06P22-23
Пять случайных мотоциклов:





Пять случайных статей о мотоциклах:
Ява 350 634-01. Новинка
Jawa 350 634-01 Новая модель Ява 634 01 Редакцию посетили гости из Чехословакии — директор завода ЯВА С. ОЛДРЖИХ, главный конструктор Я. КРЖИВКА и директор конторы внешнеторгового объединения «Мотоков» А. МОГИЛА. Они рассказали о совместных работах советских и чехословацких мотоцикло-строителей, о достижениях мотоциклетной промышленности ЧССР» перспективах ее развития и спортивных успехах — четыре года подряд команды на мотоциклах ЯВА завоевывали главный приз мотоолимпиады — «Всемирный трофей» и три раза — «Серебряную вазу». Когда разговор перешел к машинам, поставляемым в СССР, гости рассказали о разработке новой дорожной модели, которая должна прийти на смену популярным у нас мотоциклов Ява-250 и Ява-350. Мотоцикл Ява 350 634-01 с новым боковым прицепом Велорекс Поскольку наших мотолюбителей этот вопрос интересует особенно, приводим подробную запись беседы. С. Олдржих. Сегодня можно говорить уже не об опытной ...
Читать далее >>Мотоцикл ИЖ Юпитер 4. Как на испытаниях
Как на испытаниях Осенью прошлого года мы перегоняли новый мотоцикл «ИЖ-Юпитер—4» с коляской из Ташкента в Пермь. Расстояние около 3 500 километров прошли за шесть дней. Практически больше половины пути пришлось на обкатку, поэтому допускаемые заводом скорости старались не превышать, и ограничитель сняли только после 3000 километров. Но вот обеспечить рекомендуемые инструкцией легкие дорожные условия оказалось не в наших силах. Правда, загрузка мотоцикла была невелика — только водитель (второй ехал в автомобиле), зато среднеазиатская жара, затяжные подъемы, каменистая дорога, а в конце пути размытый дождями Сибирский тракт потребовали от машины высокой надежности. В общем, суровое испытание, которым по сути оказалась поездка, «Юпитер—4», к нашей радости и, признаться, некоторому удивлению, выдержал с честью. Судите сами. Предсказание ташкентских мотоциклистов о неизбежности перегрева двигателя окончательно рассеялось на перевале между Х...
Читать далее >>12В на мотоцикле ИЖ Планета 3. Переходник для установки генератора
Переходник для генератора Многие владельцы мотоциклов ИЖ старых моделей с 6-вольтовым электрооборудованием хотят переделать его на более совершенное — 12-вольтовое, применяемое ныне. Может быть им поможет мой опыт. Переходник для генератора Для установки на («Планету—3» генератора переменного тока 28 3701 мощностью 100 Вт я выточил переходник, показанный на рисунке, из днища отслужившего алюминиевого поршня. На генераторе снял 5 мм с торцевой поверхности, прилегающей к двигателю. Дополнительно применил блок БПВ14-10 (регулятор—выпрямитель), а катушку зажигания оставил старую (когда она выйдет из строя, поставлю 12-вольтовую от «Планеты-спорт»). Аккумуляторная батарея, разумеется, 12-вольтовая, 6МТС-9 Мотоцикл прошел уже 15 тысяч километров, и электрооборудование работает без замечаний. С. БУЛЬДА Полтавская область, г. Пирятин 1987N08P33
Читать далее >>Клапаны и седла мотоцикла УРАЛ 2
Мотолюбитель Я. Манушкин из Ростовской области спрашивает, каким требованиям должны удовлетворять после ремонта клапаны, седла и клапанные пружины на мотоцикле Урал 2 (М-63). После обработки, притирки и тщательной промывки седла и клапана необходимо проверить их прилегание. Для этого на седло наносят тонкий слой краски, вставляют соответствующий клапан и поворачивают его, прижимая головку к седлу. Поясок прилегания на головке клапана должен быть шириной 1,5 — 1,8 мм и располагаться посредине фаски. Толщина цилиндрического пояска — не менее 1 мм. Форма и размеры седла показаны на рисунке. Рис. Форма и размеры седла Герметичность посадки клапанов проверяют керосином. Для этого чисто протирают поверхности прилегания клапана и седла и, прижимая клапан к седлу, заливают во всасывающий (или выпускной) канал керосин. Если в течение минуты керосин по соединению не проникает, прилегание считается удовлетворительным. В клапанных пружинах надо проверить перпендикулярность опорных пло...
Читать далее >>Унифицированные поршни
Мотоциклов Днепр «Я узнал, что киевский мотозавод прекратил выпуск поршней для старых моделей двигателей «Днепр». Как же быть при их ремонте?» — спрашивает В.Шарапов из Казахстана. О новых поршнях просят рассказать Н.Козлов из Смоленска, К. Онищенко из Молдавии и другие мото любители.Предоставляем слово Ф.И.ШИПОТЕ, инженеру киевского мотоциклетного завода.С ноября 1978 года для всех двигателей семейства «Днепр» выпускаются поршни новой, унифицированной конструкции. От старых они отличаются только размерами головки (рис. 1): радиус сферы уменьшен с 72,5 до 56 мм, а расстояние от оси поршневого пальца до вершины сферы увеличено с 44,2 до 48,2 мм. Кроме того, несколько изменена форма выемки под впускной клапан. Остальные размеры и даже номер (МТ801237) по каталогу остались прежними. Рис. 1. Унифицированный поршень Новые поршни устанавливают на двигатели мотоцикла МТ10—36 обычного варианта (степень сжатия — 7,5; бензин А-...
Читать далее >>